
آشنایی با PLC ها
PLC چیست ؟ ( تعریف PLC )
از تولد اولین کنترل کننده برنامه پذیر که اختصاراّ PLC خوانده شد زمان زیادی نمی گذرد . PLC که مخفف عبارت Programmable Logic Controller به معنای کنترل کننده منطقی برنامه پذیر است ، به Programmable Controller نیز شناخته می شود . PLC کنترل کننده برنامه پذیری است که از خانواده کامپیوتر ها به شمار می رود یعنی ورودی ها را می گیرد و بر اساس برنامه ای که در حافظه آن نوشته شده است ، خروجی های لازم را برای ماشین یا فرآیندی که تحت کنترل آن است صادر می نماید . برنامه درون PLC مجموعه ایی از دستور العمل هایی است که کاربر آنها را متناسب با نحوه عملکرد مکانیسم و فرایند موجود ایجاد کرده و در درون حافظه PLC قرار می دهد .

تاریخچه ظهور PLC
قبل از اینکه PLC ها در صنعت مورد استفاده قرار گیرند ، مدار های کنترلی کاملا سخت افزاری ( Hard-Wired ) بودند که با استفاده از رله ها و کنتاکتورها و از روی نقشه های پیچیده از قبل طراحی شده و سیم بندی می شدند . در این روش کوچکترین تغییری در سیستم کنترل مستلزم تغییر سخت افزار و سیم کشی بود که علاوه بر هزینه زیاد زمان زیادی را نیز برای اجرا نیاز داشت بعلاوه عیب یابی این مدارها به هنگام بروز خطا مشکل بود .
این مشکلی بود که در سال ۱۹۶۸ بخش Hydramatic جنرال موتورز ( General Motors ) به دنبال حل آن بود و از شرکت های مختلف درخواست کرد که پیشنهاد خود را برای جایگزینی سیستمی به جای رله کنتاکتورها ارائه کنند . برنده این پیشنهاد شرکت آمریکایی Bedford بود که توانست اولین PLC با نام مدل ۰۸۴ را در سال ۱۹۶۹ طراحی کرده و برای استفاده در جنرال موتورز بسازد . از این رو مخترعین PLC گروه آمریکایی این شرکت است . از جمله این افراد Richard Morely بود که برخی او را پدر PLC معرفی می کنند .
 همانطور که در شکل فوق نیز مشاهده می کنید ، اولین PLC صنعتی موفق مدل Modicon 184 در سال ۱۹۷۳ توسط شرکت آمریکایی Modicon ساخته شد و از آنجا استفاده گسترده از PLC در صنعت آغاز گشت و با رشدی سریع ادامه یافت . در ابتدا ترغیب کردن صنعتگران به استفاده از PLC کار چندان ساده ای نبود چون به راحتی قانع نمی شدند که یک مجموعه کوچک از قطعات الکترونیکی به همراه چند خط برنامه بتواند وظایف ۴۰ تا ۵۰ تابلوی متشکل از مدارات رله – کنتاکتوری را انجام دهد . اما استفاده از PLC با توجه به مزایایی که داشت به تدریج رایج شد و سازندگان متعددی نیز در این رشته پدیدار شدند. با پیشرفت علم الکترونیک PLC ها نیز از قابلیت های بهتر و بیشتری برخوردار شدند و در صنایع مختلف به کار گرفته شدند. هم اکنون بیش از میلیونها PLC در سراسر دنیا در حال کار هستند و روز به روز نیز به تعداد آنها افزوده می شود.
همانطور که در شکل فوق نیز مشاهده می کنید ، اولین PLC صنعتی موفق مدل Modicon 184 در سال ۱۹۷۳ توسط شرکت آمریکایی Modicon ساخته شد و از آنجا استفاده گسترده از PLC در صنعت آغاز گشت و با رشدی سریع ادامه یافت . در ابتدا ترغیب کردن صنعتگران به استفاده از PLC کار چندان ساده ای نبود چون به راحتی قانع نمی شدند که یک مجموعه کوچک از قطعات الکترونیکی به همراه چند خط برنامه بتواند وظایف ۴۰ تا ۵۰ تابلوی متشکل از مدارات رله – کنتاکتوری را انجام دهد . اما استفاده از PLC با توجه به مزایایی که داشت به تدریج رایج شد و سازندگان متعددی نیز در این رشته پدیدار شدند. با پیشرفت علم الکترونیک PLC ها نیز از قابلیت های بهتر و بیشتری برخوردار شدند و در صنایع مختلف به کار گرفته شدند. هم اکنون بیش از میلیونها PLC در سراسر دنیا در حال کار هستند و روز به روز نیز به تعداد آنها افزوده می شود.
سیستمهای جدید PLC به سادگی قابل برنامه ریزی بود بنابراین هرگونه تغییر در سیستم کنترل به سهولت با تغییر در نرم افزار انجام می شد . همچنین مزایای دیگری چون کوچکتر شدن ابعاد سیستم کنترل ، عیب یابی سریعتر ، خرابی کمتر ، توانایی اجرای فانکشن های پیچیده ، توانایی تبادل اطلاعات با سیستمهای دیگر و… را به همراه داشت. سیگنالهای ورودی یا خروجی در PLC های اولیه همگی دیجیتال بودند چون هدف اولیه ، فقط جایگزینی رله ها و کنتاکتورهای کمکی بود ولی در ادامه روند توسعه ، قابلیت استفاده از سیگنال های آنالوگ نیز در دهه ۷۰ به آن اضافه شد . به این ترتیب PLC توانست حتی کنترل و مانیتورینگ لوپ های کنترلی را بر اساس سیگنال های آنالوگ انجام دهد . در دهه ۸۰ قابلیت برقراری ارتباط بین آنها اضافه شد و پروتکل های ارتباطی مختلف که بر اساس انتقال سریال طراحی شده بود برای آنها تعریف شد و بالاخره در دهه ۹۰ استاندارد زبان های برنامه نویسی PLC یعنی استاندارد IEC1131 ارائه گردید . سازمان خصوصی PLCopen نیز در حال حاضر به طور تخصصی در زمینه برنامه نویسی سیستم های کنترل کار می کند و تلاش دارد تا روز به روز آنرا گسترش داده و بهبود بخشد .
اجزای اصلی یک PLC
برای انجام عملیات های کنترلی ، تمامی PLC ها دارای مجموعه ای از سخت افزارهای گوناگون هستند که هر یک وظیفه مشخصی را انجام می دهند اما به طور کلی می توان گفت PLC دارای سه قسمت اصلی ماژول ورودی ، پردازش و ماژول خروجی است .
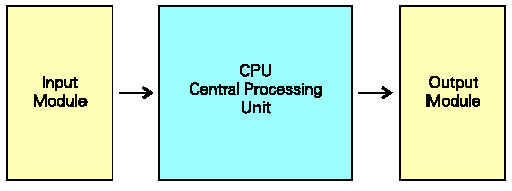
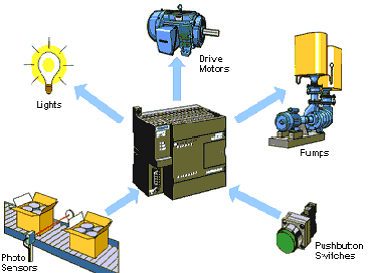
ماژول ورودی سیگنال های متنوع آنالوگ یا دیجیتال را از تجهیزات سایت مانند سنسورها ، سوئیچ ها و… قبول می کند . از آنجایی که برای CPU فقط امکان پردازش اطلاعات به صورت دیتا وجود دارد ماژول ورودی وظیفه دارد آنها را به سیگنالهای منطقی دیجیتال که برای CPU قابل پردازش است تبدیل کند . CPU مطابق با برنامهای که کاربر قبلا در حافظه آن ذخیره کرده است ، دستورات کنترلی را پردازش و اجرا کرده و خروجی لازم را به صورت سیگنال های منطقی به ماژول خروجی می فرستد . اما تجهیزات تحت کنترل معمولا با سیگنالهای الکتریکی تغذیه و راهاندازی میشوند ، بنابراین لازم است تا ماژول خروجی دیتاهای ایجاد شده توسط CPU را به فرم دیجیتال یا آنالوگ قابل استفاده تجهیزات تحت کنترل تبدیل کند .
انواع PLC ها
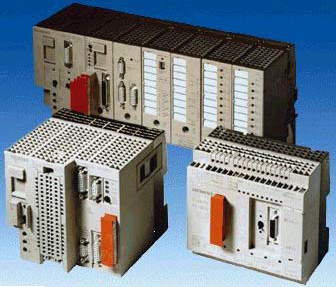
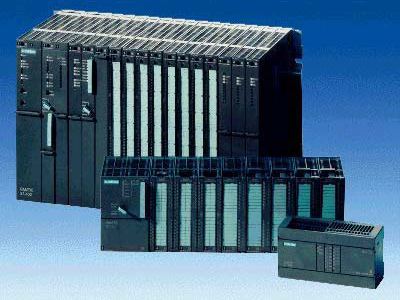
PLC ها از نظر سخت افزاری به دو گونه کلی در دسترس می باشند: یکپارچه ( compact ) و ماژولار ( Modular ) در PLC های یکپارچه منبع تغذیه ، CPU و مدولهای ورودی و خروجی به صورت یکپارچه در کنار هم هستند و یک واحد تلقی میشوند . این نوع PLC ها مختصر ، ساده تر ، ارزانتر و دارای عملکرد محدودتری هستند و از آنها در کاربرد های کوچکتر مانند کنترل نقاله ها ، ماشینهای تراش و . . . استفاده می شود . در شکل زیر چند نمونه از PLC های یکپارچه را مشاهده می کنید .

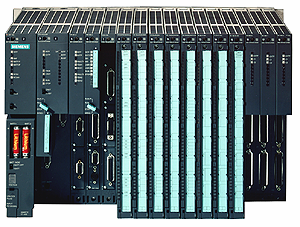
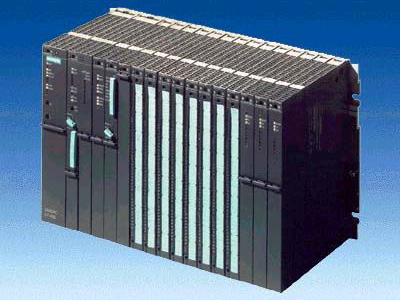
اما در PLC های ماژولار تمامی ماژول ها مانند : منبع تغذیه ، CPU ، ماژول های ورودی ، ماژول های خروجی و کارتهای شبکه به صورت جداگانه ساخته شده و بر روی محفظه های مخصوص که رک ( Rack ) نام دارند نصب می شوند . در این نوع از PLC ها میتوان انواع مختلف و تعداد متفاوتی از ماژول ها را کنار هم قرار داد بنابراین این سیستم انعطاف پذیری بیشتری دارد و میتوان آن را برای کاربرد های خاص و وسیعتر مانند سیستمهای کنترل خودکار ماشینها و فرآیند طراحی نمود . همچنین PLC های ماژولار تعداد ورودی ها و خروجی های بیشتری دارند و قابل توسعه ( Expansion ) هستند در نتیجه میتوان آنها را برای کار در سیستمهای بزرگتر با اعمال تغییراتی اندک به کار برد . در شکل زیر یک نمونه از این نوع PLC ها را مشاهده می کنید .
سازندگان مطرح PLC
در حال حاضر شرکت های زیادی در اکثر کشورهای توسعه یافته تولید کننده PLC و قطعات مربوطه هستند . در اینجا به نام چند سازنده که از اعتبار و معروفیت جهانی برخوردارند اشاره میشود :
- شرکت آلمانی Siemens
- شرکت ژاپنی Omron
- شرکت آمریکایی Modicon
- شرکت آمریکایی Allen-Bradley
- شرکت آمریکایی GE Fanuc
PLC های مختلف شرکت زیمنس
شرکت زیمنس یکی از اولین سازندگان سیستم های کنترل مدرن در دنیا محسوب میشود . این شرکت صرفا به ساخت PLC اکتفا نکرده و سیستم های کنترلی دیگری نیز جهت کنترل فرآیند ( Process Automation ) یا کنترل ماشین های خاص ( Motion Controll ) عرضه کرده است . PLC های شرکت زیمنس به خانواده های S5 ، S7 ، C7 ، Logo،TI و Quadlog تقسیم می شوند . TI و Quadlog در اصل ساخته شرکت زیمنس نیست و برند آنها توسط زیمنس خریداری شده است که خیلی پر کاربرد نیستند ؛ TI ساخت شرکت Texas Instrument و Quadlog ساخت شرکت Moore می باشد . در ادامه به معرفی PLC های شرکت زیمنس به جز این دو خانواده کم کاربرد میپردازیم .
LOGO
یک مینی PLC یکپارچه است که برای کارهای کنترلی کوچک مانند اتوماسیون ساختمان ، آسانسورها ، سیستم های تهویه مطبوع و… کاربرد دارد و برنامهریزی آن توسط صفحه کلیدهای روی دستگاه و یا از طریق نرم افزار LOGO! Soft Comfort صورت می گیرد .

S5
از خانواده های قدیمی PLC هستند که در حال حاضر توسط زیمنس تولید و پشتیبانی نمی شوند اما هنوز در بعضی صنایع قدیمی در ایران استفاده می شود . S5 در مدل های مختلف از نوع یکپارچه تا انواع مدولار عرضه میشده است که برنامه نویسی آن با نرم افزار Step5 است .
S7
خانواده جدیدتر PLC های زیمنس هستند که از پرکاربردترین PLC های مورد استفاده در صنایع داخلی کشور در زمینه های نفت و گاز ، پتروشیمی ، فولاد ، مس ، آلومنیوم ، خودروسازی و… میباشد . S7 در انواع یکپارچه و ماژولار است و به گروههای S7-200 ، S7-300 ، S7-400 و S7-1200 تقسیم می شوند . برنامه نویسی این خانواده با نرم افزار Step7 انجام می شود .
C7
جدیدترین خانواده PLC های شرکت زیمنس می باشد که در اصل از خانواده S7-300 هستند ولی به صورت یکپارچه با قابلیت های اضافه تر بوده و تفاوت آن در صفحه نمایش اپراتوری جهت نمایش پیغامها ، رخدادها و مقادیر مربوط به فرآیند ها و همچنین قابلیت اعمال فانکشن ها را توسط صفحه کلید روی آن دارد . C7 میتواند علاوه بر انجام کار کنترل ، عمل مانیتورینگ را نیز انجام دهد . برای برنامه نویسی آنها باید علاوه بر Step7 نرم افزار Protool نیز نصب شود .

معرفی انواع مختلف خانواده S7
از آنجایی که این خانواده به گروههای مختلف تقسیم میشوند و جزو مهمترین و پرکاربردترین خانواده PLC ها در ایران می باشند ، به اختصار به توضیح هر گروه میپردازیم :
S7-200
یک PLC ارزان قیمت برای کارهای ساده کنترلی به صورت یکپارچه است ولی میتوان با استفاده از ماژول های توسعه ورودی و خروجی های آن را تا حدی افزایش داد . کاربرد آن در پروژه های کوچک که تعداد ورودی/خروجی کم است و توانایی زیادی از PLC مورد انتظار نیست به کار میروند . برنامه نویسی S7-200 توسط نرم افزار Step7 Microwin انجام می گیرد .

S7-300
این PLC ماهیت ماژولار دارد و کارت های مختلف وورودی/خروجی در کنار آن قابل نصب است . اگر چه برخی از مدل های آن به صورت یکپارچه عرضه شدهاند ولی به سهولت میتوان با اضافه کردن کارت های دلخواه ، تعداد ورودی و خروجی آنها را نیز تا حدی افزایش داد . از نظر کاربردی ، PLC های این خانواده برای پروژه های در حد متوسط مورد استفاده قرار می گیرند . برنامه نویسی آن توسط نرم افزار Step7 انجام میشود .

S7-400
این PLC ها که به صورت ماژولار هستند ، برای پروژه هایی که تعداد ورودی/خروجی ها در آنها بسیار زیاد است یا توانایی های ویژه ای نظیر سرعت پردازش بالا مورد نیاز است به کار میروند . این PLC ها حجم زیادی از سیگنالها را می تواند پوشش دهد ، براحتی قابل توسعه است و در مقایسه با S7-300 از سرعت پردازش بالاتر ، حافظه بیشتر و امکانات وسیعتری را داراست . برنامه نویسی آن با Step7 انجام می شود .
S7-300F/S7-400F
این PLC ها برای سیستم های با ایمنی بالا ( Fail Safe ) به کار می روند یعنی در مواردی که فرآیند خطرناک و در صورت بروز خطا امکان انفجار یا آتش سوزی وجود داشته باشد استفاده می شوند . ویژگی برتر این گروه CPU های قویتر با خطای بسیار کم در حین کار سیستم است . برای پیکربندی و برنامه نویسی این سیستم علاوه بر Step7 نرم افزار F-System نیز مورد نیاز است .

S7-400H
این PLC ها که بر پایه S7-440 است در جاهایی به کار میرود که دسترسی پذیری بالا ( High Availability ) مورد نیاز باشد یعنی :
۱- پروسه ای که اگر متوقف شود منجر به خسارت زیاد می شود مثلا محصول گران قیمتی از بین می رود .
۲- جاهایی که هزینه راه اندازی مجدد سیستم پس از رفع عیب بالاست .
۳- در مواردی که راه اندازی مجدد CPU و انجام تنظیمات آن زمان بر است ، مثلا در جایی که PLC لوپ های PIDرا کنترل می نماید .
به چنین سیستمی Redundant نیز گفته میشود و دارای دو CPU مشابه است که یکی به عنوان Master و دیگری به عنوان Standby کار میکنند. در صورتی که Master دچار مشکل شود Standby وارد عمل شده و کنترل فرآیند را به عهده می گیرد . در طول مدت تغییر وضعیت از Master به Standby که در زمان بسیار کوتاهی اتفاق میافتد خروجی ها ثابت میماند تا مشکلی در فرآیند پیش نیاید . برای برنامه نویسی این سیستمها علاوه بر Step7 باید پکیج H-System نیز نصب گردد یا از نسخه Step 7 proffessional استفاده شود .

S7-400FH
این سیستم خواص هر دو سیستم های F و H را داراست و در جایی که دسترسی پذیری بالا ( High Availability ) و قابلیت اطمینان بالا ( High Reliability ) مورد نیاز باشد به کار می رود . طبق استاندارد های ایمنی برای پروسه های خطرناک ، درجه ایمنی موسوم به SIL تعریف میشود و بر اساس آن انتخاب سیستم صورت می گیرد . برای برنامه نویسی این سیستم علاوه بر Step7 هر دو نرم افزار F-System و H-System مورد نیاز است .

S7-1200
میکرو PLC جدیدی است که اگر چه ورودی و خروجی محدودی را ساپورت می کند ولی مجهز به امکانات پیشرفته تری نسبی به سایر اعضای خانواده S7 است که از جمله آنها می توان مجهز بودن CPU به پورت شبکه اترنت را نام برد . این PLC در دو نوع یکپارچه و ماژولار عرضه شده است و برنامه نویسی آن با Step7 V10 انجام می شود که با Step7 به کار رفته برای S7-300 و S7-400 متفاوت است .
استاندارد سازی PLC ها
در سال ۱۹۷۹ یک گروه متخصص در IEC یا ( International Electro-technical Commission ) متشکل از سازندگان بزرگ از جمله شرکت زیمنس کار بررسی جامع PLC ها را شامل سخت افزار ، برنامه نویسی و ارتباطات بر عهده گرفت . هدف این گروه تدوین روش های استانداردی بود که توسط تمامی سازندگان و کاربران برای ساماندهی و تطبیق جهانی نرم افزار و سخت افزار در PLC ها بکار گرفته شود . این کار حدود ۱۲ سال به طول انجامید و سرانجام پس از بحث های موافق و مخالفی که صورت گرفت استاندارد IEC1131 در سال ۱۹۹۰ شکل گرفت و تا سال ۱۹۹۵ این استاندارد تکمیل گردید .
استاندارهای IEC1131 از ۸ بخش زیر تشکیل شده است :
بخش اول : اطلاعات کلی[۱]
در این بخش به طور کلی ضمن تعریف قسمت های مختلف PLC و وسایل جانبی آن ( مانند وسایل برنامهریزی ، تجهیزات HMI و . . . ) را تشریح کرده و یک استاندارد کلی از ساختار PLC میدهد .
بخش دوم : ملزومات سخت افزاری و آزمایشها[۲]
این بخش حداقل ملزومات برای ساخت ، سرویس ، انبار کردن ، حمل و نقل ، عملکرد و ایمنی PLC ها و وسایل جنبی آنها را بیان کرده و تستهای کاربردی مربوطه را توضیح می دهد .
بخش سوم : زبان های برنامه نویسی[۳]
در این بخش انواع متغیرهای استاندارد همچنین [۴]POU ها مانند فانکشن و فانکشن بلاک مشخص گردیدند و در نهایت ۵ زبان برنامه نویسی استاندارد زیر برای PLC ها نوشته شد که ۴ تا از آنها قبلا نیز وجود داشت .
- IL[5] یک زبان سطح پایین و متنی می باشد که بیشتر شبیه زبان اسمبلی است.
- FBD[6] یک زبان گرافیکی است که بر اساس مدارهای دیجیتال طراحی شده است ، توسط یک سری بلوک های پایه که به عنوان عملگر در کنار هم قرار می گیرند انجام می شود.
- LD[7] این زبان یک روش گرافیکی برای پیاده سازی مدارهای کنترلی میباشد که بسیار شبیه نقشه مدارات فرمان رله-کنتاکتوری میباشد.
- ST[8] یک زبان ساختار یافته سطح بالا شبیه C و Pascal است که توسط خود IEC اضافه شد.
- SFC[9] در این زبان برنامه به مراحلی که ترتیب الگوریتم های کنترلی نشان می دهد تقسیم میشوند که هر مرحله شرایط خود را دارد و هرگاه شرایط مرحله بعد برآورده گردید برنامه به مرحله بعد میرود.
بخش چهار : راهنمای کاربران[۱۰]
این بخش راهنمای نهایی کاربر برای انتخاب و مشخص کردن ملزومات سیستمی است که سخت افزار ، نرم افزار و ارتباطات در آن منطبق با این استاندارد باشد .
بخش پنجم : ارتباطات[۱۱]
در این بخش جنبه های ارتباطی از دیدگاه کنترل کننده تشریح شده است . از وسایل ارتباطات جانبی که امروزه جزو جدایی ناپذیر PLC ها است میتوان ماژول پروگرامینگ برای ارتباط با وسیله جهت برنامهریزی ، ارتباط با سایر وسایل مانند PLC های دیگر یا سیستم کامپیوتر مانیتورینگ و در نوع جدید ارتباط با شبکه های فیلدباس را نام برد .
بخش ششم : این بخش خالی است و برای آینده رزرو شده است .
بخش هفتم : برنامه نویسی کنترل فازی[۱۲]
این بخش که در سال ۲۰۰۱ به استاندارد اضافه شد برنامه نویسی کنترل فازی را معرفی می نماید و برای کاربرانی که به خوبی با بخش سوم استاندارد آشنا باشند قابل استفاده است .
بخش هشتم : راهنمای کاربرد زبان های برنامه نویسی[۱۳]
در بخش چهارم مجموعهای برای راهنمایی کاربران اضافه شده بود که جنبه های مختلف PLC را پوشش می داد ولی در این بخش صرفا راهنمای کاربران برای استفاده از زبان های برنامه نویسی است که در بخش سوم معرفی شده بودند.
[۱] General Information
[۲] Equipment Requirements and Tests
[۳] Programming Languages
[۴] Program Organization Units
[۵] Instruction List
[۶] Function Block Diagram
[۷] Ladder Diagram
[۸] Structured Text
[۹] Sequential Function Control
[۱۰] User Guidelines
[۱۱] communications
[۱۲] Fuzzy Control Programming
[۱۳] Guidelines for the application of programming languages
استاندارد سازی ارتباط بین PLC ها و سیستم های مانیتورینگ
بعد از IEC گام بزرگ دیگری که به سیستم های کنترل سروسامان بیشتری بخشید در سال ۱۹۹۶ برداشته شد و آن ارائه OPC یا OLE For Process Control بود . تا این زمان امکان ارتباط بین سیستم های کنترل مختلف با یک نرم افزار استاندارد وجود نداشت و هر سازنده نرم افزار خاص خود را برای ارتباط با سیستم کنترل پیشنهاد می کرد . بر اساس این استاندارد ، سازنده سیستم کنترل نرم افزاری را تحت عنوان OPC روی سیستم عامل ویندوز ارائه می دهد که با نصب آن فایل های کتابخانهای استاندارد با پسوند dll به محیط ویندوز اضافه می گردد . با نصب نرم افزار OPC سیستم کنترلی دوم بر روی همان کامپیوتر ، این فایل های کتابخانه ای استاندارد در اختیار هر دو سیستم قرار می گیرد . بنابراین سیستم های مختلف که از سازندگان متفاوت روی یک شبکه متصل هستند و قرار است مانیتورینگ آنها با یک نرم افزار انجام شود کافی است OPC تمام سازندگان روی کامپیوتر مرکزی نصب شوند ، پس از آن همه سیستم ها با یکدیگر میتوانند ارتباط برقرار کنند .
در صورتی که این مطلب مورد پسندتان واقع شد لایک و اشتراک گذاری فراموش نشود
دیدگاهتان را بنویسید